
轉杯紗紗疵產生的原因和預防措施
摘要
從配棉、車間溫濕度、操作、設備關鍵部件及工藝方面分析了轉杯紗紗疵產生的原因;生產中應根據不同的紡紗品種綜合考慮,采取相應的技術措施,降低轉杯紗粗節、竹節、毛羽、條干等分散性疵點的產生,提高成紗質量。
01 原棉對成紗質量的影響
配棉的好壞對紗線質量起決定作用。選配原料時,除了考慮用戶對產品的特殊要求外,還要考慮成紗質量和生產效率。不同配棉成紗質量指標
對比見表1。
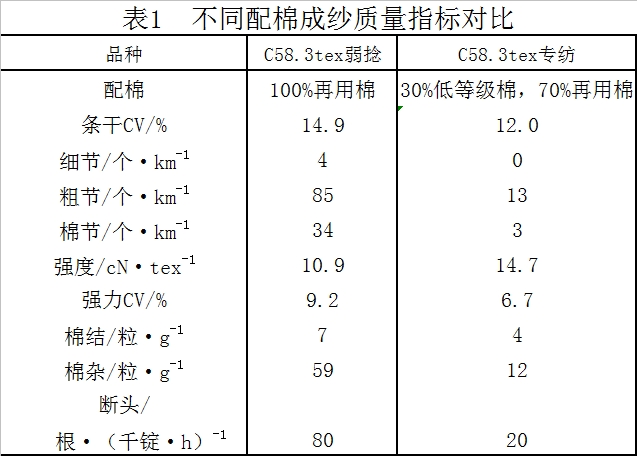
配棉不同,成紗質量明顯有差異。我公司轉杯紡紗機主要生產中粗號紗,配棉成分是由低級原棉與再用棉組成。低級原棉含雜較高、成熟度較差,對開清棉及梳棉工藝提出了特殊要求。再用棉對成紗強力影響較大,其中再用棉中細小雜質和疵點對紗、布質量影響更大,在開清棉、梳棉工序中,粗大雜質由于重量比棉纖維大,容易與纖維分離而排除,細小雜質,特別是帶有纖維的疵點,如軟籽表皮、僵棉、帶纖維籽屑、棉結及黃根等,很難在開清棉清除。殘留的雜質疵點包卷在紗條或附著在紗條上,使條干惡化,斷頭增加,棉紗棉結雜質粒數增多,從而影響成紗外觀質量。因此,掌握紗線質量和原棉性質的關系十分重要。根據產品的質量要求,合理選用回花、再用棉和原棉的比例,達到既降低產品成本,又提高產品質量的要求。
02 溫濕度對成紗質量的影響
生產實踐表明,轉杯紡車間溫濕度的穩定對轉杯紡紗疵有很大影響。如果轉杯紡車間的溫濕度不穩定,會導致紡紗情況時好時壞,斷頭時高時低,羅拉纏花時多時少,紗疵忽高忽低。在車間溫度高,相對濕度大時,纏羅拉,繞刺輥,紡杯嵌雜現象十分嚴重,長此下去,造成刺輥損傷嚴重,分梳輥鋸齒工作面出現磨痕、溝槽、缺齒及彎齒等,從而使分梳輥針齒上的纖維不能順利轉移,形成掛纖、繞纖,嚴重影響喂入條子的梳理度,甚至產生大量落白,使成紗中長粗節和短粗節驟增。為了穩定車間溫濕度,穩定成紗質量,我們采取了如下措施:
(1) 轉杯紡工序安裝了一套專門的空調設備;
(2) 轉杯紡車間各門窗盡量密封,減少外界氣流進入,穩定車間內部的溫濕度;
(3) 在夏季,轉杯紡工序除塵回風對外排放,在冬季,轉杯紡工序除塵回風回用80%,以穩定車間的溫濕度。
操作對成紗質量的影響
因操作不當而引起的紗疵主要有粗節紗和含雜紗。粗節紗一般分為無捻和有捻兩大類,無捻一般為飛花附著性竹節,有捻粗節又分為有規律和無規律兩種情況。主要是棉纖維在加捻過程中形成的。
03 無捻粗節(浮游粗節)
無捻粗節是在紗條紡成后離開紡紗器而產生的,車間高空飛花或作清潔時飛花飛揚后又落到紗條上而形成的,這種疵點數量少且對成紗質量影響不大。
04 有捻粗節
對于有規律性粗節,粗節間距正好是紡杯凝棉槽的周長,粗節的長度及形狀基本相同,它的產生有下列原因:凝棉槽內有一較大的積塵或雜質;紡杯口端有裂紋或毛刺,從輸棉通道轉移出來的棉纖維在紡杯口產生掛花現象,當掛花進入紡杯被加捻在紗條中即形成粗節。無規律性粗節,是由于梳棉通道有掛花、刺輥掛花或值車工接頭不良造成。
05 含雜紗
在分梳輥的落雜區有一清潔裝置,按要求應定期或不定期進行清潔,否則積雜將會越來越多,當積雜達到一定高度時就會被吸人分梳輥內,進入紡杯后形成含雜紗或竹節紗。
06 設備狀態對成紗質量的影響
紡杯
紡杯是轉杯紡紗機的重要元件之一,其質量好壞直接影響到成紗水平,為了優選紡杯,分別采用鋁質紡杯和鋼質紡杯在C 36 tex品種上進行了紡紗試驗,結果見表2。
從表2可以看出,鋼質紡杯的各項紡紗指標均優于鋁質紡杯。紡杯材質鍋質紡杯鋼質紡杯條干CV/% 16.O 15.O毛羽指數/clrl 7.06 6'26強度/eN·tex“ 10.3 12.4注:毛羽指數是指紗線1 em檢測長度內所有毛羽總長度之和。
阻捻盤
目前阻捻盤形式有光滑、四槽、八槽及螺旋線式等,它可以有效地防止紗條斷 頭。生產中阻捻盤選用合適與否關系到紡紗是否順利及成紗質量的好壞,生產中應根據原料以及成紗質量的要求來選擇。我公司生產C 58.3 tex弱捻紗時,最初使用光滑阻捻盤,導致毛羽大量產生,斷頭多,紡紗困難。換用螺旋線式阻捻盤后,紗線光滑,均勻度好,斷頭少。不同阻捻盤紡紗質量見表3。
分梳輥
分梳輥齒條應光滑、鋒利,這樣才有利于纖維的分梳、排雜和轉移。我公司一直采用隨機配置的Graf OB20型針布,銳度好,梳理效果好。但是由于在紡紗過程中受溫濕度和原料的影響,纖維纏給棉羅拉、擠壓分梳輥腔體入口,造成分梳輥與分梳輥腔體相互摩擦,損傷刺輥及腔體,使刺輥產生倒齒、彎齒現象,從而影響纖維轉移,而且會聚集棉纖維形成棉束,產生斷頭或者會形成竹節紗。
07 工藝條件對成紗質量的影響
紡杯凝棉槽角度
紡杯凝棉槽角度直接影響紗線的蓬松度、強度及紡紗斷頭。在c 58.3 tex專紡品種上使用直徑為48 mm的鋼質紡杯,采用不同角度的凝棉槽,代號03(32。)和代號05(500)紡紗情況見表4。
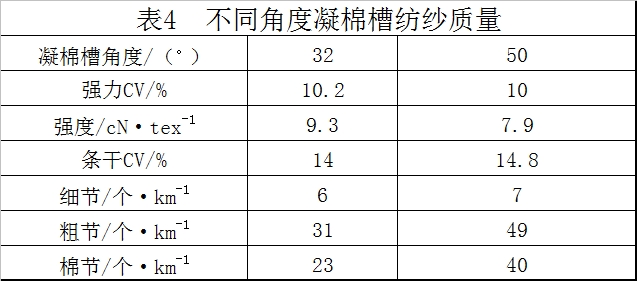
從表4可以看出:代號03(32)的紡杯所紡紗線強度、條干較好,粗節、棉結較少,即代號03(50)的紡杯紡紗質量指標優于代號05(32)的紡杯。紡杯凝棉槽角度小時,棉條中比較大一點的雜質可能會嵌在里面形成紗疵,所以,對于性質不同的原棉,在選擇紡杯凝棉槽的角度時應予以綜合考慮。
分梳輥速度
分梳輥的主要作用是對棉層進行分梳、除雜,分梳輥速度過快,不一定能顯著提高分梳度,且易損傷纖維,增加落棉。c 58.3 tex專紡紗品種在不同分梳輥速度下的成紗質量見表5。
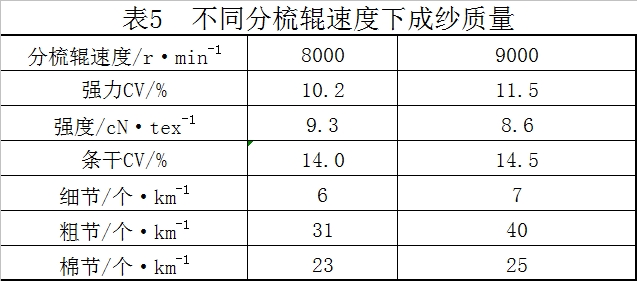
從表5可以看出,分梳輥速度為8000 r/min時,轉杯紗強度、條干CV和粗節指標較好。



 蘇公網安備:
蘇公網安備:
{kind=link}